Wedgie Bolt Urethane Fasteners
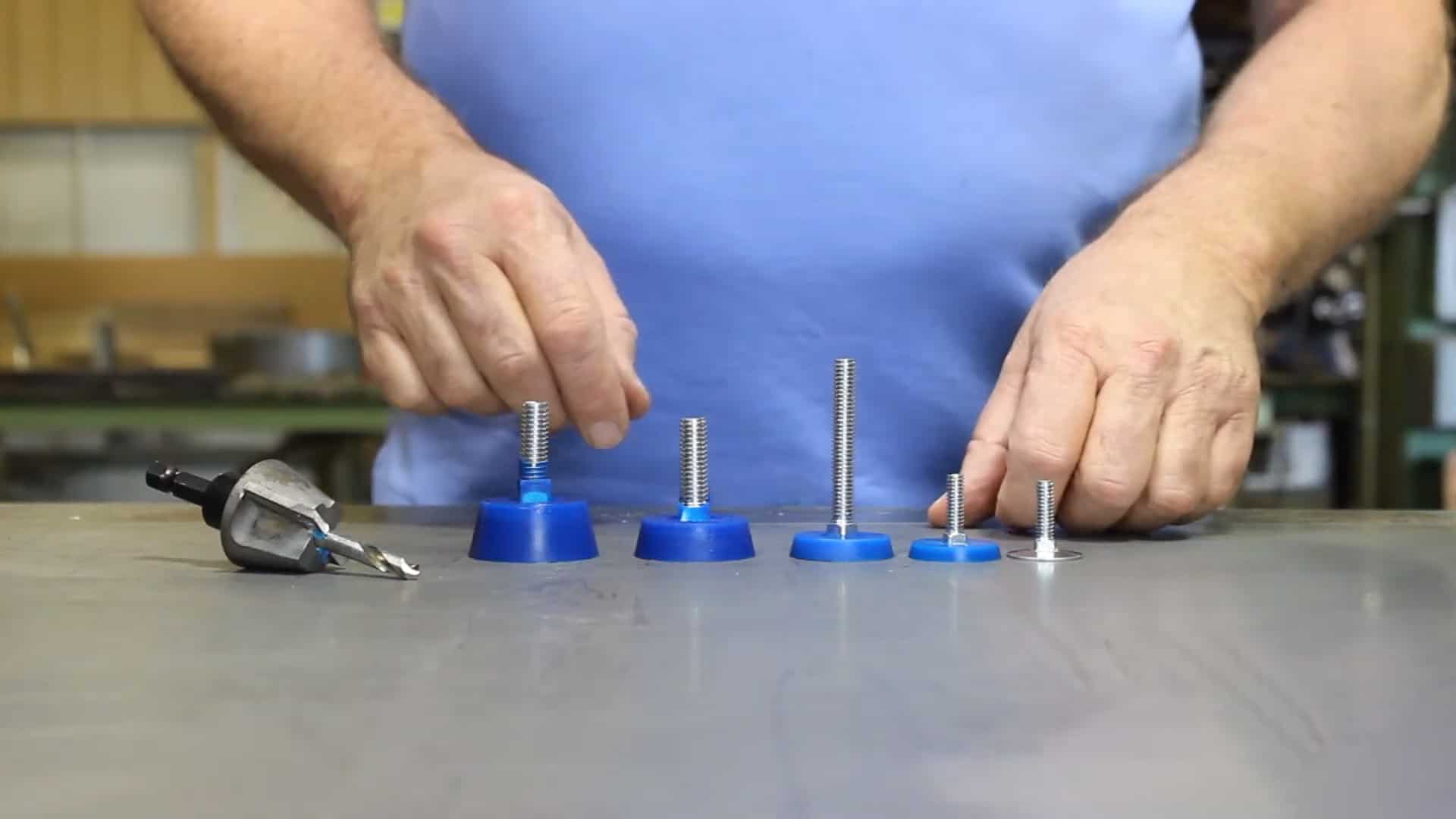
The Wedgie Bolt™ Urethane Fastening System offers the best, longest wearing fastening system available for use with urethane and other synthetic rubber products. The Wedgie Bolt™ is formulated with Bailey Parks’ tough Diamondback® urethane, known to outwear even heat treated alloy steel by a 6:1 margin.
Play Video
Advantages
Conventional metal bolts, even when countersunk, offer very little resistance to wear, and no resistance to leakage in applications involving liquid slurry. The Wedgie Bolt™, in addition to its superior wearability, has been pressure tested, with water, to 1200 PSI with no leakage.
Other Advantages
- Locking effect means that bolt will not slip against urethane once it has been countersunk
- Seals against urethane sheet, prohibiting seeping or leaking in wet applications without the use of messy sealants
- When properly installed there is no interruption to flow due to protruding bolt head
- Reduces likelihood of fungus buildup in hole/bolt crevice
- Designed to allow maximum use and wearability of urethane or other material being fastened
- “One-time” installation item – it should last as long as the sheet itself, reducing need for maintenance inspection
- Available sizes for use with sheet thickness 1/4″ – 1″